







Description
Overall Introduction & Industry Pain Points
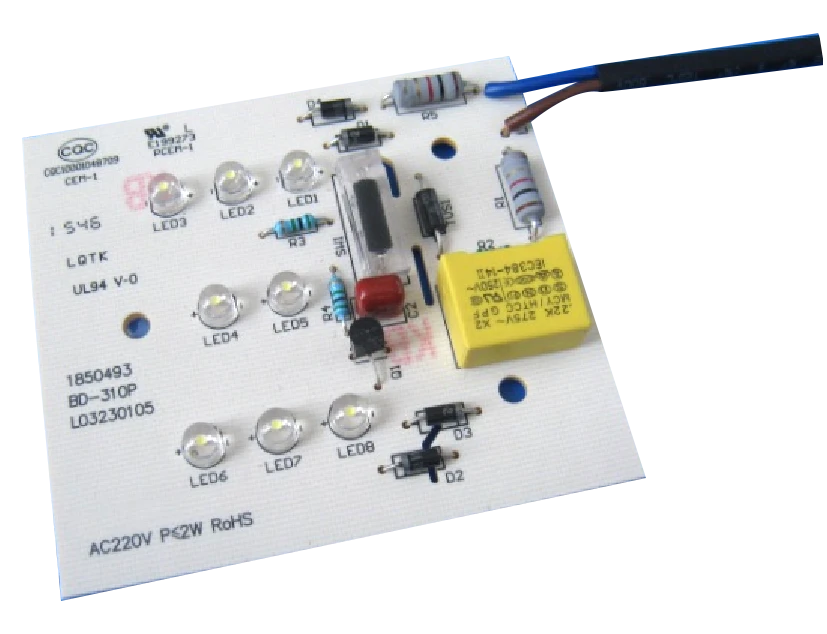
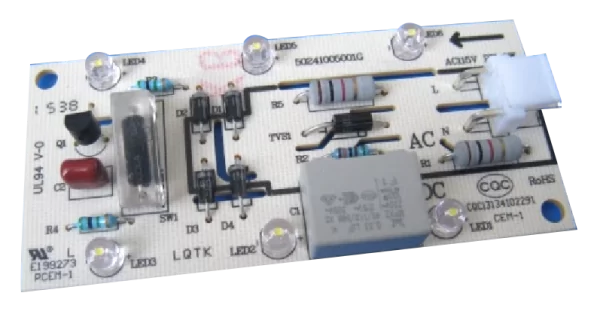
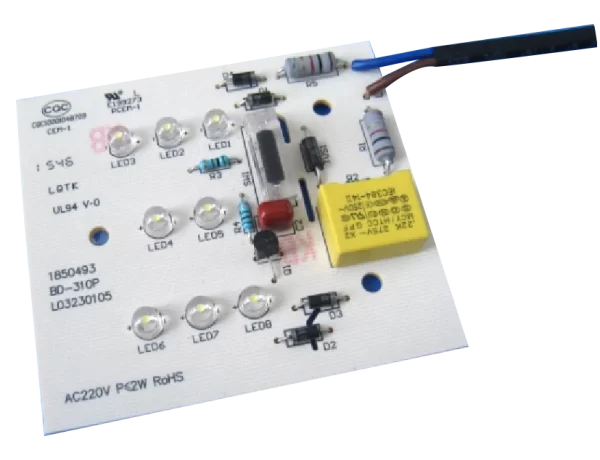
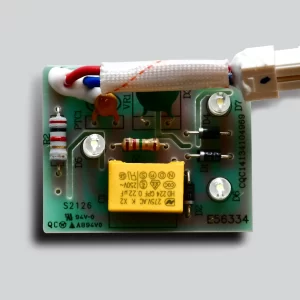
Refrigerator LED light boards are core components of refrigerator interior lighting systems. Common industry issues include burnt LEDs, moisture-damaged boards, and voltage-related failures. Our products address these pain points, providing reliable customized lighting solutions for refrigerator manufacturers.

Core Product Advantages
- FR-4 glass fiber PCB, moisture-resistant and anti-deformation for high-humidity environments
- SMD LEDs with uniform brightness and over 30,000-hour lifespan
- Integrated over-current and over-voltage protection circuits
- OEM/ODM support for custom interfaces and specifications
Alternative Names
Refrigerator LED Light Board, Refrigerator Lighting Circuit Board, Fridge Light Control Board
Application Location
Refrigerator fridge/freezer compartment interior lighting module
Application Fields
Household refrigerators, commercial freezers, built-in refrigerators, side-by-side refrigerators
Customizable Items (Barcode Example)
- 502A1005001G Basic Model (AC115V)
- Customizable by barcode, LED quantity, connector type, and voltage
Specifications (Industry Standard Reference)
- Operating Voltage: AC 110-220V (industry standard)
- PCB Material: FR-4 (UL94V-0 flame retardant)
- LED Color Temperature: 6500K (cool white, industry standard)
- Protection Rating: IP40 (dust/moisture resistant, refrigerator standard)
Standards & Certifications
- Domestic: CQC (China Quality Certification)
- International: UL (US Safety), RoHS (EU Environmental)
- Industry Specific: UL94V-0 Flame Retardant, FR-4 PCB Certification
Usage Scenarios
- Household refrigerator interior lighting
- Commercial freezer display lighting
- Built-in refrigerator door lighting
- Refrigeration equipment lighting (wine coolers, etc.)
Customization Services
- Voltage customization (110V/220V/wide voltage)
- LED quantity and arrangement customization
- Connector and wiring harness customization
- Custom silk-screen printing and barcodes
As a professional refrigerator LED light board supplier, we offer mature customization capabilities and complete certifications. We can quickly sample and mass-produce based on your model requirements, ensuring stable quality and flexible solutions for refrigerator manufacturers worldwide. Contact us to build a long-term stable supply chain partnership.


Reviews
There are no reviews yet.